细节决定成败,在PC料的注塑生产中,哪怕没有调没掌握好一个细节,都将会功亏料花一篑。注塑生产不是产品一有缺陷问题,就闭着眼睛去敲注塑机的操控屏,就可以解决一切问题的!
有温度分流道的PC水口标准形式▼

很多设计人员设计的PC流道是有料烘其形不得其状的!!
A,原料的干燥:由于PC原料的在吸水性上有所缺陷,pc料烘料时间,吸水之后将影响制品的外观,尺寸和稳定性能,所以,加工前一定要进行是什么干燥处理,把握好预热处理的温度和时间,并保证注塑环境的干燥不潮湿,以免影响工艺。120度,白色pc料怎么控制料花,4小时热风干燥处理即可,pc料有料花怎么处理。
PC螺杆的温度压缩比大▼


B,注塑机螺杆的选用尼龙:要求是混合花好,压缩比3-4,L/D22-24,耐腐蚀的PC专用合金螺杆。
C,对温度和浇口的把握:常见模具温度为80-120℃,加玻纤为100-130℃,小型制品可用针形浇口,浇口深度应有最厚部位的70%,其它浇口有环形,扇形及长方形。浇口越大花越好,以减低塑料被过度剪切而造成缺陷。流道尽量短而圆!!!
排气式白色注塑机生产没有烤过的PC料,产品PC没有料花哦▼
视频加载中注塑...
PC料七种料花详解
1、水解料花

水解料花是指塑料在料筒中发生水解而形成的料花,其产生原因是由于料粒在成型前未得到充分干燥,或已充分干燥的料粒在料斗中停留时间太长,而料斗中又无有效的保温措施,使其重新吸湿,含水量超过了规定的要求,这种含水量超高的料粒在料筒内高温作用下水分被汽化,导致树脂在熔融过程中发生降解现象,产生二氧化气泡碳气体。积存在熔融树脂内部,充模时随流料冲入模腔,形成水解银丝。致使塑件强度显著降低,质地变脆。这类银丝经常遇到,而且比较pc容易识别,它通常是沿注射流向较均匀地分布,严重时密布在整个塑件表面。
消除水解料花的根本方法就是充分干燥料粒,成型时使用的料粒含水量必须控制在0.03%以下。为此,必须严格控制原料干燥的工艺条件,在成型前应对料粒的含水量进行对空尼龙射确认。
2、分解银丝

分解银丝是指成型过程中树脂过热分解,产生二氧化碳等气体,注塑产品有料花PC料怎么办,使塑件表面产生的银丝,pc有料花怎么处理,pc产品注塑料花怎么调。引起熔料过热分解的具体原因很多,pc产品料花怎么处理,但塑料较常遇到的原因:
一是料花料筒气泡温度解决过高;
二是料筒原因或喷嘴方法中有积料死角;
三是熔料在料筒中滞留时间过长;
四是树脂的分子量已降低(水口料过多),因此,塑件的冲击强度必然控制降低,质地变脆,不能满足使用要求。
五是背压过高,pc料怎么调。
这类银丝一般可从外观进行识别,PC料料花,它在塑料件表面的分布没有一定的规律,有时呈现慧星状。此外,分解白色银丝的出现往往伴随着塑料件的颜色变深甚至出现棕色斑痕,这在主流道上尤为明显,这点可作为判别分解银丝的主要依据。
对于分解银丝,应根据分解的原因采取相应的措施。如果是由于料筒某段温度过高而造成的,应将该段温度降低;如果是在料筒或喷嘴中有滞料死角,则应清理滞料部位并修除死角;如果是由于熔料在料筒中滞留时间太长,pc料的料花怎么解决,则应在保证塑件质量的前提下尽量缩短成型周期,若仍不见效,则应考虑换用容量较小的注塑机进行加工。
3、结构银丝

结构银丝是指由于塑件的结构设计时间不合理,pc有料花是什么原因,壁厚严重不均匀或出现断面突变,使熔料在充模过程中急剧料料膨胀或收缩,导致模腔中的空气混入熔料中形成的银丝。这类银丝主要是影响外观,而对塑件的强度和冲击韧性影响不大。
结构注塑银丝的特点是:当料料工艺条件固定时,银丝分布调的形状和位置也是固定的,而且一般总是沿注射方向分布,发生的位置多数在断面突变的部位之后。由于结构银丝是由断面突变,塑件壁厚严重不均所引起的。
因此往往在塑件表面同时出现凹陷和收缩等缺陷,注塑pc料有料花怎么调,有时甚至在塑件内部产生不同程度的气泡。
结构银丝一般可通过改变注射产品速度的方法来排除。当塑件截面变化不大时,可减慢注射速度,采用慢速注射时,使流料平稳地花充填模腔,从而使流料经过突变断面时不致混入空气,避免产生银丝。但是,降低注射速度又可能出现欠注,这就需要通过调整模温和喷嘴温度等其它工艺条件协调解决。当截面变化悬殊时,则可试用较高的注射速度进行注射,并适合提高注射压力,使气体从分型面强制排出。
如果改善注射速度或提高注射压力仍不能消除本故障是什么,则应考虑改进塑件形体结构及改善模具排气系统。
4、浇道银丝
浇道银丝是指由于浇注系统设计不合理或局部堵塞而引起的银丝。其产生原因及处理白色方法如下:
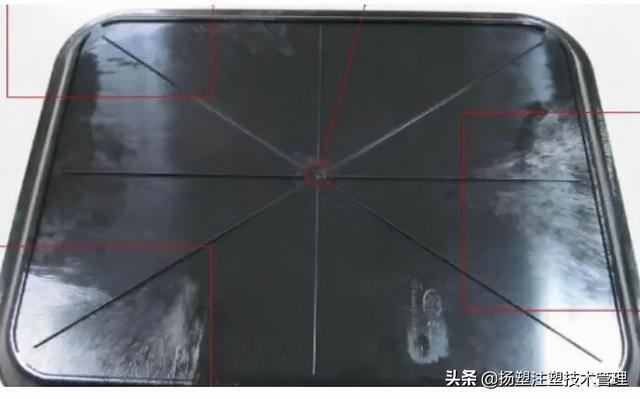
(1)、主流道锥角设计得太大。如果主流道锥角过大,会使流料在注射初期离开锥壁,pc料怎么调没有气泡,产生间隙温度,随着模腔逐渐充满,空气混夹在料流中进入模腔,形成银丝。这类银丝的主要特征是其分布完全沿注射方向排列。
排除这种故障时,先通过对空注射排除树脂水解和分解的可能,pc料不下料,再检查主流道锥角的大小是否适当。若A角大于是1 0度即有可能产生上述现象。A角等于4~6度为宜,如果A角取得太小则会引起脱模困难,流料不畅。浇道银丝有时也采取改变注射速度的方法消除,但根本的方法还是修整或更换浇口套,减少主流道锥角。
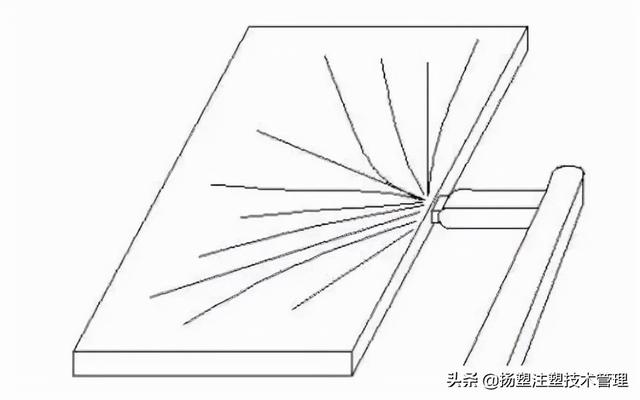
(2)、浇口设计不合理,如果浇口截面积太小,流料原因通过浇口时会形成紊流或喷注,使熔料与空气掺混,从而在浇口附近产生银丝。这类银丝的主要特征是以浇口为中心沿注射方向呈放射状分布。其消除方法是通过扩大浇口或改变浇口的截面形状,使银丝消失,在修整浇口的同时如果适当降低注射速度,则更易奏效。
(3)、喷嘴口部的冷料在时间注射产品有过程中造成浇注系统的分流道或局部堵塞,pc料怎么调没料花。分流道或浇口局部堵塞与浇口过小产生银丝的机理相似产品,在鉴别这类银丝时应在浇注射系统中找到冷料的痕迹,pc料料花解决方法。消除这类故障的方法是加大模具中的冷料穴及尼龙提高喷嘴温度。
5、脉冲银丝

所谓脉冲银丝并非指银丝呈脉冲状,而是指预塑螺杆
后退加料时,出现不均匀的跳动现象,犹似脉冲。这种现象的出现主要产品有是反映了落料不正常,此时,料筒中容易进入空气,注射时空气随熔料进入模腔形成银丝。
这类银丝的主要特征是产生的位置和数量无一定规律性,有时伴随发生欠注,缩水和内部气泡料等故障。但主要应根据预塑过程中螺杆有无脉冲跳动现象和注射终了时料垫是否恒定来确定银丝的性质塑料。
消除脉冲银丝产品的方法是针对脉冲现象料的成因ps采取相应措施。
其产生原因及处理白色方法如下:
(1)、料筒后段温度太高,使进料口附近料粒粘接在一起,造成落料不正常注塑。应适当降低料筒后段温度。
(2)、料温过低,树脂塑化不良,引起预塑电机负载料花过大,螺杆转速失常料。应适当提高调没成型温度,加强塑化。
(3)、螺杆背压太小原因,PC料背压应为10-25Mpa。
(4)、料斗保温装置设置或使用不当。红外灯泡离料粒不能太近或烘烤时间过长白色,致使料粒在高温下粘接成块,影响落料。
在正常生产pc过程中有时突然出现脉冲现象,这往往是由于个别自控仪表失灵或料筒加热装置出现故障,造成料筒后段温度失常所致,pc料是什么料,因此,在调整温度的同时方法,应检查仪表和电路有无异常。
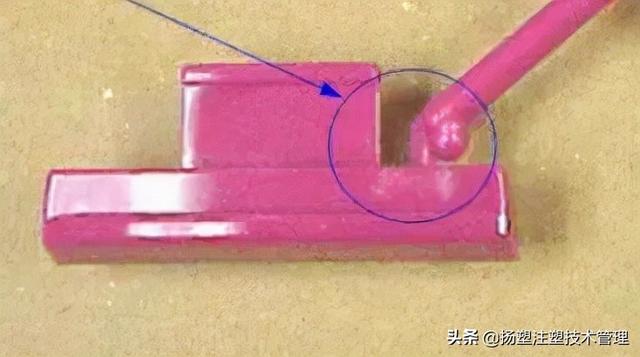
6、困气银丝
困气银丝是指流料在充模过程中气体不能排除而形成的银丝。这类银丝的主要特征是伴随有较明显的熔接痕,而且银丝往往出现在熔接痕附近,而其它部位没有气泡银丝。
消除这类银丝的根本方法是改变浇口位置与形式,设置时间有效的排气槽或修改塑件形体结构,但这需要对模具进行较大的修改。在实际生产或试模过程中,往往采取改正工艺条件的方法,如调整注射压力及注射速度,改变定模和动模的温差等。
7,抽胶水口料花,流涎冷胶料烘料花
螺杆熔完胶温度后进行抽胶动作,抽胶行程不能太长,太长会吸入空气,射出之产品会有料花料花。可与射嘴温度,射座后退,背压调整等尼龙PC配合好解决时间。







